Mechanical seals are designed to withstand demanding industrial applications, but they aren't indestructible. In fact, most mechanical seal failures...
Mechanical seals are designed to withstand demanding industrial applications, but they aren't indestructible. In fact, most mechanical seal failures can be traced back to a handful of common operating conditions, installation mistakes, or equipment issues. Many of these failures are preventable.
Check out these 13 common ways mechanical seals are destroyed, and be sure not to make the same mistakes.
1. Dry Running
One of the quickest ways to destroy a mechanical seal is to run it without adequate lubrication. Mechanical seals rely on a microscopic film of process fluid between the seal faces. This fluid lubricates and cools the faces as they rotate. When that film disappears, friction rapidly generates heat. Often, operators will hear a distinct popping or crackling sound as trapped fluid vaporizes between the seal faces.


Common causes include:
• Improper axial adjustment
• Entrained air
• Trapped vapor or solids in the stuffing box
• Running the pump dry
• Obstructed flow in cooling lines
• No (or wrong) flush plan
• High fluid vapor pressure
How to Prevent It
To prevent dry running, keep heat away from the mechanical seal faces by increasing the flush flow rate, or re-evaluating the stuffing box selection, seal flush system, or flush plan. Release trapped vapor by venting the stuffing box cover or using a taper bore stuffing box cover.
Is your mechanical seal fried? Contact us for a quote on a new seal!
2. Excessive Heat
Seeing radial cracks (heat checking) or build-up (coking) on the seal face? The seal may have fallen victim to excessively high temperatures. In this case, the high temperatures the seal is exposed to is due to heat generated by the pump or the seal.
Heat Checking: Radial cracks develop across the seal face due to repeated thermal stress. These cracks eventually act like cutting tools, accelerating wear.
 Coking: High temperatures can bake process fluids onto the atmospheric side of the seal, creating hard deposits that interfere with sealing surfaces.
Coking: High temperatures can bake process fluids onto the atmospheric side of the seal, creating hard deposits that interfere with sealing surfaces.
Heat can be generated by:
• Operating too far from the pump's Best Efficiency Point (BEP)
• High shaft speeds
• Excessive closing force on seal faces
• Incorrect seal materials
• Dirty or insufficient flush fluid
How to Prevent It
Keeping the seal cool is critical to its long term performance. If signs of heat checking or
coking are visible, its time to take a look at the seal’s flush plan (or lack thereof). Consider increasing the flush flow rate, or changing the flush plan all together. Has the seal been properly selected for its application? The right materials of construction and seal design ensure the seal will stand up to the heat.
3. Mechanical and Thermal Shock
There are a couple different types of shock that can contribute to mechanical seal failure, mechanical and thermal. Mechanical shock is caused by deteriorating equipment conditions, such as bad bearings, cavitation, excessive torque, uneven loading, and misaligned shafts. More commonly, however, mechanical shock occurs due to mishandling and improper assembly of the seal.
Thermal shock occurs when the seal faces a large temperature swing in a short amount of time. Different areas of the seal face expand and contract to differing degrees causing undue stress or strain on the seal face.
How to Prevent It
How to fix this particular scenario requires a full understanding of why it happened in the first place. A couple tips to keep in mind when dealing with shock:
• Avoid uneven or overtightening of fasteners when installing the seal
• Look to maintain a consistent flush to the seal
• Check to ensure liquid flush and quench systems are designed to minimize any
chance of momentary interruption
• Include vibration checks on your routine PM checks
• If operating parameters dictate a high difference in temperature, limit your degree of
change to 1ºF per minute, as a general rule of thumb.

4. Poor Lubrication
Does the mechanical seal make a squealing sound during operation? A lack of lubrication between the seal faces may be the cause. Lubrication plays a critical role in the operation of mechanical seals. Its function is to cool, seal, clean faces, contain, and protect. Poor lubrication on hard faces such as silicon carbide or ceramic can produce heat checking. Heat checking shows up as radial cracks on the seal faces (mating and/or primary ring). The height and distance between the cracks can vary from very small to large. When two rotating faces are in contact under heavy loads, localized high temperatures can occur as the result of excessive frictional heating near the faces. The combination of thermal heating, poor lubrication between the seal faces and the mechanical load causes the material to crack in the neighborhood of the contact zone.
small to large. When two rotating faces are in contact under heavy loads, localized high temperatures can occur as the result of excessive frictional heating near the faces. The combination of thermal heating, poor lubrication between the seal faces and the mechanical load causes the material to crack in the neighborhood of the contact zone.
Symptoms often include:
• Squealing noises
• Heat checking
• Excessive face wear
How to Prevent It
First, confirm the operating conditions, such as seal chamber pressure, are within the limits of the seal design. Confirm that the seal chamber has been or is capable of venting air out of the seal chamber. Provide adequate, continuous lubricating flush to seal.
5. Operating at Excessive Speed
It’s true of just about any equipment, speed kills. High start-up or running torque and frequent equipment starts/stops take a
 toll on mechanical seals.
toll on mechanical seals.
How to Prevent It
Check equipment conditions and repair to proper limits. Select the appropriate drive mechanism for the torque or other equipment operating conditions. Use a balanced seal to lower face and pressure torque.
6. Chemical Attack
Some of the most severe damage to mechanical seals can come from chemical attack. Incompatible materials cause dramatic
effects. Any of the following may become visible when a seal is exposed to chemical attack:
• Severe leaking
• Excessive wear patterns
• Crumbly, brittle, or broken parts
• Pitting of seal faces
• Corroded metal components
• Swollen o-rings, preventing axial movement of seal face
Chemical attack is caused by incorrect selection of the seal and its material of construction. It is critical that mechanical seal selection is handled by persons who are experienced with the different materials that go into mechanical seals, and also understand how certain chemicals will react.
How to Prevent It
In order to properly select the right materials for the process fluid, a complete chemical analysis should be completed. When selecting the seal materials, remember all operating conditions the seal will be exposed to, including cleaning chemicals and operating temperatures. Select a flush plan that will use clean, compatible fluid. In some cases, a double mechanical seal may be required to neutralize or contain the corrosive environment.
7. Excessive Pressure
Over-pressurization of mechanical seals causes heavy contact on the mating ring pattern at the outside diameter of the sealing plane. The heavy contact gradually decreases toward the inside diameter of the contact pattern, showing little to no visible contact. The high pressure can result in edge chipping on the outside diameter of the primary ring.
How to Prevent It
When at all possible, lower the seal chamber pressure. A change in seal design or materials may be required in order to lessen distortion caused by high seal chamber pressure.
8. Abrasive Process Fluids
Abrasive product + the wrong seal materials = a seal that wears out much faster than it should. Some observations that would indicate issues with abrasive product would be:
indicate issues with abrasive product would be:
• High wear of the mating ring and primary ring
• Grooves have a “phonograph” appearance
• Possible edge chipping or rounding of the primary ring.
How to Prevent It
Before approaching abrasive applications, key fluid characteristics must be identified, including percentage of solids, solids size, and type of solid. Proper materials of construction selection is key here. Choose hard face materials, or a seal that is specifically designed for abrasive application. Next, look at the flush plan. Modify the flush arrangements so that the flush is over the seal faces, increase flush rate, and increase the seal chamber pressure by incorporating a throat bushing.
9. Pump Misalignment

 A sure-fire way to destroy a mechanical seal is to install it on a misaligned pump. Misalignment can be caused by pipe strain, deflection during a hard start, shaft run out, plus a myriad of other scenarios. Misalignment puts undue stress on mechanical seal components, causing them not function properly, wear prematurely, and ultimately fail.
A sure-fire way to destroy a mechanical seal is to install it on a misaligned pump. Misalignment can be caused by pipe strain, deflection during a hard start, shaft run out, plus a myriad of other scenarios. Misalignment puts undue stress on mechanical seal components, causing them not function properly, wear prematurely, and ultimately fail.
How to Prevent It
Be sure to follow proper installation guidelines and use laser alignment tools to ensure the pump is set up for success. Keep in mind, pumps can experience misalignment during operation, even if it was perfectly aligned during installation. Thermal growth (the expansion of the metal on a pump) and machine movement (caused by dynamic load shifts) could throw your pump out of alignment.
10. Excessive Vibration
Vibration causes issues with just about any type of equipment, from pumps to fans. How can you tell if vibration is the culprit in
mechanical seal failure? Just like misalignment, vibration can have many sources:
• Imbalance
• Improper alignment
• Operating the pump too far to the right of left of the best efficiency point
• Pump cavitation
• Air entrainment
• Poor piping design
How to Prevent It
Proper equipment installation is critical to combating vibration issues. Pump bases should be mounted and grouted properly to ward against soft footings. Liquid ends should be laser aligned with the motor as well. Ensuring pump parts are of OEM quality
can also make a difference. When parts are outside factory specs and tolerances, the door is opened to vibration issues. Lastly, proper piping techniques (per Hydraulic Institute standards) can have a major impact on minimizing vibration.
11. Installation Errors
 Mechanical seals are easily damaged during installation. Here are some common installation errors that occur with mechanical
Mechanical seals are easily damaged during installation. Here are some common installation errors that occur with mechanical
seals:
• Installing the stuffing box face not perpendicular to the shaft
• Hammering couplings onto the shaft
• Lack of (or wrong) lubrication used to slide seal onto shaft
• Not following initial start-up procedures noted in the manual
How to Prevent It
Mechanical seals require proper care when handling and installing. Here are some tips for making installation go seamlessly:
• Do not unpack the seal until its ready to install
• Wash your hands! Even tiny particles (or oil from your skin!) on the lapped surface can create wear and leakage
• Don’t touch or handle the lapped seal faces
• Use clean tissue paper on the workbench to prevent contamination
• Never set a seal down on its face
• Clean seal faces with soft tissue and approved solvent before putting them together on the equipment
• Use manufacturing recommended lubricant, per installation instructions
12. Installing a New Seal on a Worn Pump
Check to ensure the pump is in good condition before installing and/or replacing a mechanical seal. A scored shaft or shaft sleeve will damage the mechanical seal before it gets the chance to run. Scored shafts and sleeves tend to damage the o-rings as they slide on. Bent shafts, old and out of spec bearings, and impellers that are out of balance cause vibration, internal parts contact, bearing damage, etc. All of which will shorten the life of the mechanical seal.
How to Prevent It
All used parts should be thoroughly inspected before reuse to ensure they meet the factory tolerances. If the used parts are out of spec, they should be replaced with new parts.
13. Operator Error
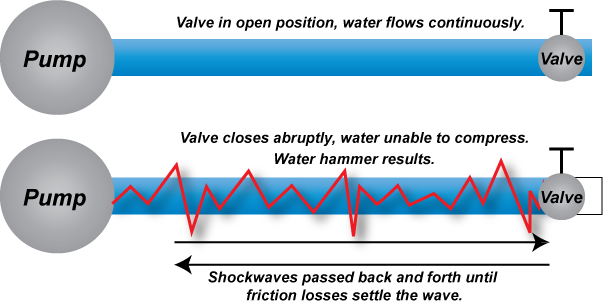
No doubt, accidents happen. Whether its improperly starting the pump, or running a pump with a closed valve, these accidents have costly consequences. Improperly starting the pump can cause the motor to trip, the shaft to twist, and even unwanted orbital movement. Starting the pump dry means you’ll have all the issues in our #1 way to kill a mechanical seal. Operating the system with a closed suction valve (dry run) or closed discharge valve (dead head) will result in premature seal failure.
How to Prevent It
Operator training remains one of the most cost-effective ways to improve equipment reliability. Clear startup procedures, lockout/tagout practices, and routine operational training can prevent many avoidable seal failures.
Expert Assistance
To reduce seal failures, take a look at all phases of equipment application - how the sealed equipment is specified, installation practices, all the way up to operation. Seals are very repeatable. If the seal is operated in the same manner, expect to see the same rate of failure. Look to your local seal supplier for help with seal selection, best operating practices, and seal flush plan recommendations.
Professional Pump supports customers with technical expertise, authorized parts, and on-site support. Our goal is to help plants get more value by improving reliability, reducing risk, and supporting long-term performance.